加(jiā)工中(zhōng)心主軸的常(cháng)見故障有哪(nǎ)些?如何解決這些(xiē)常見故障? 99久久免费国产精品久久加(jiā)工中心為您匯總
發布時間:2019-07-29 瀏覽次(cì)數:761次
加工中心主(zhǔ)軸(zhóu)的常見(jiàn)故障有哪些?如何解決這(zhè)些常見故障?
99久久免费国产精品久久加工中心為您匯總
加工中心主軸是加工中心的核心部件,對生產的正(zhèng)常運行有很大的影響。本文(wén)根據生產實踐經驗,對加工中(zhōng)心主軸常見(jiàn)故障(zhàng)進行(háng)了詳細分析,並提出了相(xiàng)應的維修措施,為保證加(jiā)工中心的良好運行提供了(le)有效的技(jì)術支持。對加工中心的用戶和維修人員有很好的參考價值。99久久免费国产精品久久精機對主軸常見的故障現(xiàn)像及原因(yīn)做一下匯總,希望能幫到(dào)您。
【關鍵(jiàn)詞】加(jiā)工(gōng)中心;主軸;故障分析;維修(xiū)措施
加工中心(xīn)是一種(zhǒng)高(gāo)速(sù)、高精度、自動化(huà)程度高(gāo)、結構極其複雜的先進加工設備。它(tā)在現代製造業生產中發揮著巨大的作用。一旦發生故障,將極大地(dì)影響(xiǎng)企業的生產效率。加(jiā)工中心雖然具有很(hěn)好(hǎo)的故障自診斷功能,但當加工中(zhōng)心發(fā)生故障時。大部分都會(huì)有報警信息,但有時加工(gōng)中心的故障是綜合性的,沒有報警信息,就無法區(qū)分機械問(wèn)題、電氣問(wèn)題或液壓問題、數控係統,需要維修(xiū)人員進行維修。具(jù)有較強的(de)知識和綜合判斷能力,有豐富的維修經驗。本文根據生產實踐經驗,對加工中心常(cháng)見的主軸(zhóu)故障進(jìn)行了詳細的分析,並提出了相應(yīng)的維修措施,為加工中心的維護保養提(tí)供了(le)有效的參考。
1.加工中心主軸常見故障分析
加(jiā)工中心的主軸通常由伺服電機控製。其結構相對簡單。但(dàn)是,加工中(zhōng)心有自動夾具、排屑(xiè)裝置和主軸準停止裝置。這些零件也會出現(xiàn)常見的主軸故障(zhàng)。下麵是詳細的(de)分析。
1.1主軸(zhóu)發熱和旋轉精度下降問題
出現故障:加工工件孔精度低,圓柱度差,主(zhǔ)軸加熱(rè)快,加工(gōng)噪音大。
故障原因分析(xī):長期觀察機床主軸後,可(kě)以確定機床主軸中心錐孔在換刀過程中多次損壞。損壞的(de)主(zhǔ)要原因是使用過程中換(huàn)刀時的拉、插誤差,損壞了主軸中心孔的錐麵(miàn)。經過仔細分析,發現主軸部件失(shī)效的原因有(yǒu)四個:(1)主軸軸(zhóu)承(chéng)潤滑(huá)脂不符合要求,混有灰塵、雜質和水分。這些雜質主要來自壓縮(suō)空氣,而壓縮空氣未經加工中心蒸餾和幹燥。在氣動排屑過程中,灰塵和水進入(rù)主(zhǔ)軸軸(zhóu)承的潤滑脂,導(dǎo)致主軸軸承潤滑不良,產生大量的河流熱噪聲。聲音;(2)用於定位主軸中刀具的錐形孔的定位麵有損傷,導致主軸的錐(zhuī)形(xíng)麵(miàn)與刀柄的錐形麵不能完全匹配,加(jiā)工孔出現一點偏心;(3)壓差E-主軸前軸承的擰緊力減小(xiǎo),導致軸承間隙增大;(4)主(zhǔ)軸內自動夾緊裝置的彈(dàn)簧疲勞。故障(zhàng)時(shí),工(gōng)具不能完全擰緊,偏離原來的位置。
針對上述原因,故障處理措施(shī)包括:(1)更換主(zhǔ)軸(zhóu)前軸承,使用合格的潤(rùn)滑脂,調整(zhěng)軸承間隙;(2)將主軸(zhóu)內錐孔的定位麵(miàn)打磨合格,並進行著色檢測(cè)。方法(fǎ)確保與刀柄接觸麵不小於90%;(3)更(gèng)換夾緊裝置彈簧,調整預緊軸承。緊力。此外,在操作過(guò)程中,必須檢查主軸孔和刀(dāo)架的清(qīng)潔度和(hé)協調性,增加空氣過濾器和幹燥裝置,合理安排(pái)加工工藝,不得使(shǐ)機(jī)器(qì)超載。
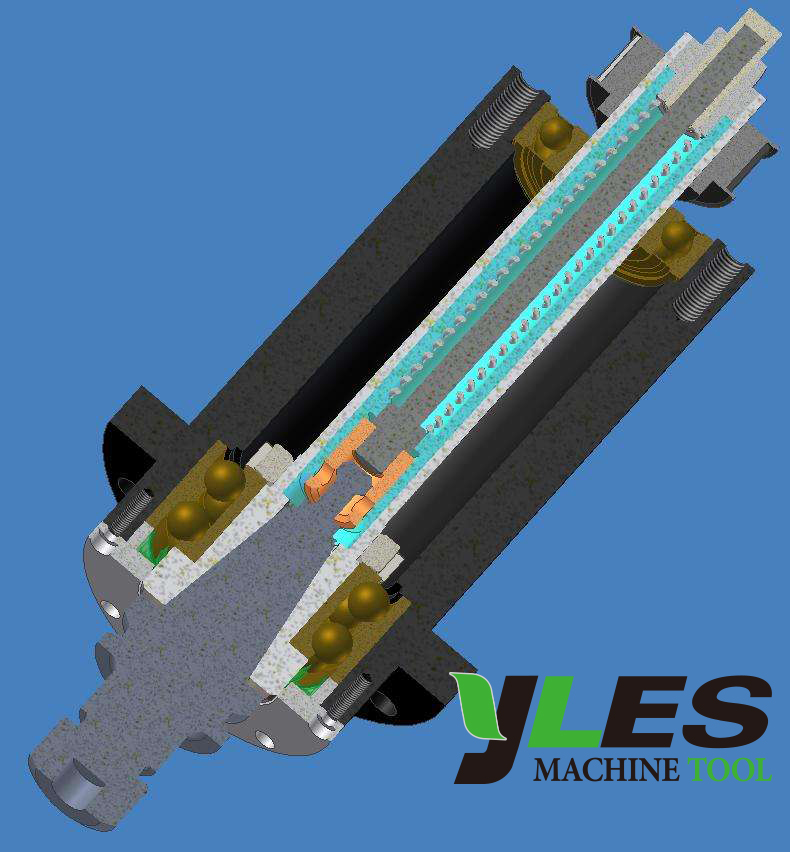
1.2加工中心主軸部(bù)件拉杆(gǎn)鋼球損壞
故障發生:主軸上刀具(jù)自動夾緊機構的拉杆鋼球經常損(sǔn)壞,刀柄尾部錐麵也經常損壞。
故障原因分析:發現主軸鬆刀動作與機械手拉刀動作不一致。具體原因是限位開關(guān)安裝在增壓(yā)缸尾部。當氣缸活塞到位時,增壓氣缸活塞不能及時到位,導(dǎo)致夾緊機構(gòu)操縱器(qì)未完全鬆開(kāi)時發生爆炸。強力拉拔刀具嚴重損(sǔn)壞了拉杆鋼球和張緊螺釘。
故障處理措(cuò)施:清洗油缸和氣(qì)缸,更換密封圈,調整壓力,使(shǐ)兩者動作協調,同時(shí)定期檢查氣液增(zēng)壓氣缸,及時消除安(ān)全隱患。
1.3主軸部件定位鍵損壞
出(chū)現故障(zhàng):換刀(dāo)聲音大,主軸前(qián)端轉動刀柄(bǐng)定位鍵局部變(biàn)形。
故障原因分(fèn)析:經過研究(jiū)發現,機械手的插入階(jiē)段有很大的響聲。其(qí)原因是主軸準停位誤差和(hé)主軸換刀基準點漂移。加工中心通常使用霍爾元件進行方向檢測。長時間使用後(hòu),霍爾元件的固定螺釘鬆動,導致操作器插入刀具時,刀具手柄的鍵槽與(yǔ)主軸的定位鍵不對(duì)齊,從而使定位鍵斷裂。主軸換刀基準點的(de)漂移可能是數控係統的電路板(bǎn)。當刀柄因參考點漂移(yí)而插入主軸錐孔時,錐體直(zhí)接撞擊定心(xīn)錐孔,產生異常響聲。
排除方法:調整霍爾元件安裝位置,加防鬆膠緊固,調整換刀基準點,更換主軸前端定位鍵。此外(wài),在使用加工中心的過程中,必須定期檢查主軸的準停位和主軸換刀基準點的位置變化,應及時檢查(chá)異常現象的發生(shēng)。
此(cǐ)外,加工中(zhōng)心還會發(fā)生一(yī)些其他故障(zhàng)。在維修過程中,按照外圍(wéi)先、內部先、軟件先、硬(yìng)件先、機械先、電氣先的原則,根據加工中心的相(xiàng)關信息和處理技術,認真檢查(chá)故障,確定故障範圍。逐漸縮(suō)小,最終確(què)定斷層成因。因此(cǐ),提出(chū)了處理(lǐ)措施,並在可行的(de)範(fàn)圍內進行了(le)記錄,以供以後的維護和使用。
加工中心主軸是加工中心的核心部件。99久久免费国产精品久久精機提醒您,在使用(yòng)過程中應仔細維護保養。通過日常檢查,及時發現和處(chù)理一些常見(jiàn)的機械故障,以減少加工中心故障的停機次數和維(wéi)修時間,保證(zhèng)加(jiā)工(gōng)中心的日常運行,延長加工中(zhōng)心的壽命。使用壽命為企業的生產節約了成本。99久久免费国产精品久久加工中心(xīn)一方麵選購(gòu)優質主軸,在長達8年的售後總(zǒng)結中,選用性能(néng)指標較好的主軸,一方麵希望各企業對維護保養予以重視(shì)。盡量不要讓設備幹超出自己加工能力的事。這樣傷害機床會比較厲害。設備往往比人更有(yǒu)感情,你對它好,它會加倍穩定的回報你。